搜索
采煤机驱动轮零件是采煤机中重要关键零部件,其工作环境十分恶劣,采煤机行走时驱动轮承受很大的冲击力,齿部承受很大的弯曲强度等十分复杂多变受力,导致采煤机驱动轮过早的失效。因而,采煤机驱动行走轮机械性能好坏十分重要。
1.采煤机驱动轮图样及技术要求
(1)图样如图1所示,模数m=39.79,齿数z=7,节圆弦齿厚为59mm,齿厚60mm。

图 1
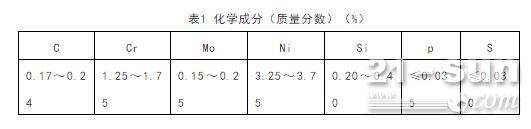
(2)采用材料为20Cr2Ni4A,其化学成分见表1。
其技术要求:齿面渗碳2.5~3.0mm,花键渗碳0.80~1.2 mm,齿面、花键淬火硬度58~62HRC。
(3)驱动轮的热处理工艺
①渗碳:温度为920℃,渗碳介质为煤油+甲醇;排气期时间1h,渗碳介质为甲醇;强渗期时间为15~16h,渗碳介质为煤油+甲醇;扩散期温度为950℃,时间为1h,渗碳介质为甲醇。出炉淬火+高温回火。
②淬火:采用不完全淬火+低温回火工艺。③齿面抛丸处理。
2.驱动轮工作与失效
采煤机驱动轮在工作时与运输机齿轨啮合带动采煤机行走,但是该啮合处于无润滑啮合摩擦条件下工作。采煤机驱动轮经近20个工作日运转后,将会导致驱动轮齿部过早压溃并形成断齿失效现象(见图2a、图2b)。齿面形成渗碳层压溃、龟裂、点蚀现象(见图3a)。从驱动轮的断口由齿根部呈放射性痕迹断裂,是典型疲劳强度不够造成断裂特征(见图3b)。

(a)驱动轮齿面压溃(b) 驱动轮断齿
图 2

(a) 驱动轮齿面 (b) 驱动轮断口组织
图 3
3.热处理工艺改进
(1)技术要求
齿面渗碳5.0~6.0mm,花键渗碳0.80~1.2 mm,齿面、花键淬火硬度58~62HRC
(2)热处理工艺
①渗碳:温度为920℃,渗碳介质为煤油+甲醇;排气期时间为1h,渗碳介质为甲醇;强渗期时间为55~60h,渗碳介质为煤油+甲醇;扩散期温度为950℃,时间为5h,渗碳介质为甲醇;出炉淬火+高温回火。
②淬火:采用不完全淬火+低温回火工艺。
③齿面抛丸处理。
经改进齿面增加渗碳层厚度,采用渗碳后二次淬火工艺。使齿面耐磨性、耐疲劳强度、耐冲击性有较大的提高。经90多个工作日运转后,驱动轮齿部及齿面完整无损(见图4a、图4b)。满足了零件使用要求。

(a) (b)
图 4
4.结语
驱动轮通过修订设计重载齿轮的渗碳层厚度,改进热处理工艺手段,从而提高驱动轮的耐磨性、耐疲劳强度、耐冲击性的机械性能。以提高驱动轮的使用性,满足了驱动轮零件寿命要求。(本文来自金属加工公众号,点击链接阅读原文)
免责声明:本网站内容来自作者投稿或互联网转载,目的在于传递更多信息,不代表本网赞同其观点或证实其内容的真实性。文章内容及配图如有侵权或对文章观点有异议,请联系我们处理。如转载本网站文章,务必保留本网注明的稿件来源,并自行承担法律责任。联系电话:0535-6792765


















